AVIBIAline – stationäre Schwingungsüberwachung und Wälzlagerdiagnose
Maschinenüberwachung DIN ISO 20816 / Wälzlagerüberwachung nach VDI 3832


Produkteigenschaften
- 2 oder 4 Schwingungseingänge, 1 bis 4 Drehzahleingänge (je nach Typ)
- 1 bis 3 Digitalausgänge, AVL zusätzlich: 1 x Relaisausgang für Überwachungsaufgaben
- Abtastfrequenz von 0,1 .. 96kHz, Frequenzbereich: 0,1..40 kHz
- 24 Bit Digitalisierung je Kanal
- pro Messkanal ein 4-20 mA Ausgang
- Optional mit LAN, serieller Schnittstelle (Modbus TCP, RTU, CANopen)
- Ansprechzeit 20 msec, für Stoßkennwerte 0,7 msec
- Optische Signalisierung des Maschinenzustands mit farbigen LEDs
„AVIBIAline AVL(X) zur Schwingungsüberwachung“ kurz im Video erklärt
Weitere interessante Videos – von Sensoren bis zu Komplettlösungen zur Überwachung, Visualisierung und Messwerterfassung von Maschinenschwingungen oder Lagerzuständen finden Sie hier: YouTube-Channel @AVIBIAGmbH
Anwendungsgebiete und Funktionen von AVIBIAline

Funktionsweise
Aus dem Sensorsignal berechnet AVIBIAline Kennwerte der Schwingbeschleunigung, -geschwindigkeit oder -Weg. Breitbandkennwerte mit frei einstellbaren Filtergrenzen können genauso überwacht werden wie Ordnungskennwerte. Für die Crasherkennung eignet sich die Stoßüberwachung, welche innerhalb von 700 µsec eine Meldung über den Digitalausgang des AVIBIAline Gerätes abliefert.
Über ein Alarmmanagement lassen sich Voralarme und Alarme frei festlegen. Die entsprechenden Ereignisse werden über das Wechselrelais bzw. über Digitalausgänge signalisiert. Einschaltverzögerungen und Haltezeiten sind einstellbar. Eine Alarmunterdrückung ist extern triggerbar.
Für die Wälzlageranalyse sind unterschiedliche Lagerkennwerte verfügbar. Im Langzeittrend lassen sich mit AVIBIAline Lagerschäden früh und sicher erkennen. Eine dauerhafte Lagerüberwachung von Maschinen erhöht die Effizienz und schützt vor ungewollten Maschinenausfällen.
Schnittstellen
Die AVIBIAline X-Serie verfügt zusätzlich zur USB Schnittstelle über die Protokolle Modbus TCP/RTU und CANopen. Über die LAN Schnittstelle kann AVIBIAline X-Serie die Online Messwerte in Highspeed und dokumentiertem Format an übergeordnete Prüfstands- oder Analysesoftware ausgeben. Die Einbindung in das IoT Umfeld erfolgt mittels Modbus TCP, oder in Verbindung mit AVIBIA IoT-Gate über OPC UA. Der Anschluss an eine SPS erfolgt über 4..20mA Schnittstellen.
Hohe Abtastrate und Genauigkeit
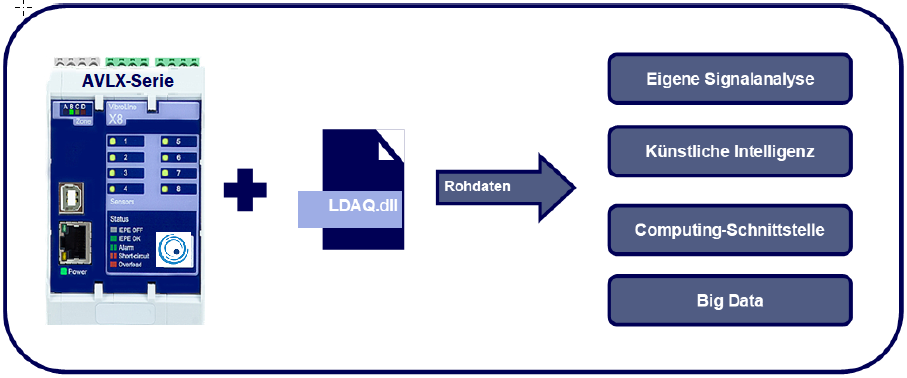
AVIBIAline Geräte erfassen die Daten mit einer Abtastrate von 96kHz pro Kanal und erlauben so Auswertungen von Frequenzen bis 40kHz. 24-bit AD Wandler sorgen für die notwenige Amplitudenauflösung und Genauigkeit. Mit AVIBIAline ist die Detektion von Lagerschäden sicher gewährleistet. Für Anwender die Rohsignale auswerten wollen, besteht die Möglichkeit diese Signale in Echtzweit über die LAN Schnittstelle der Geräte auszugeben. Alternativ mit dem IoT-Gate auch über OPC UA.
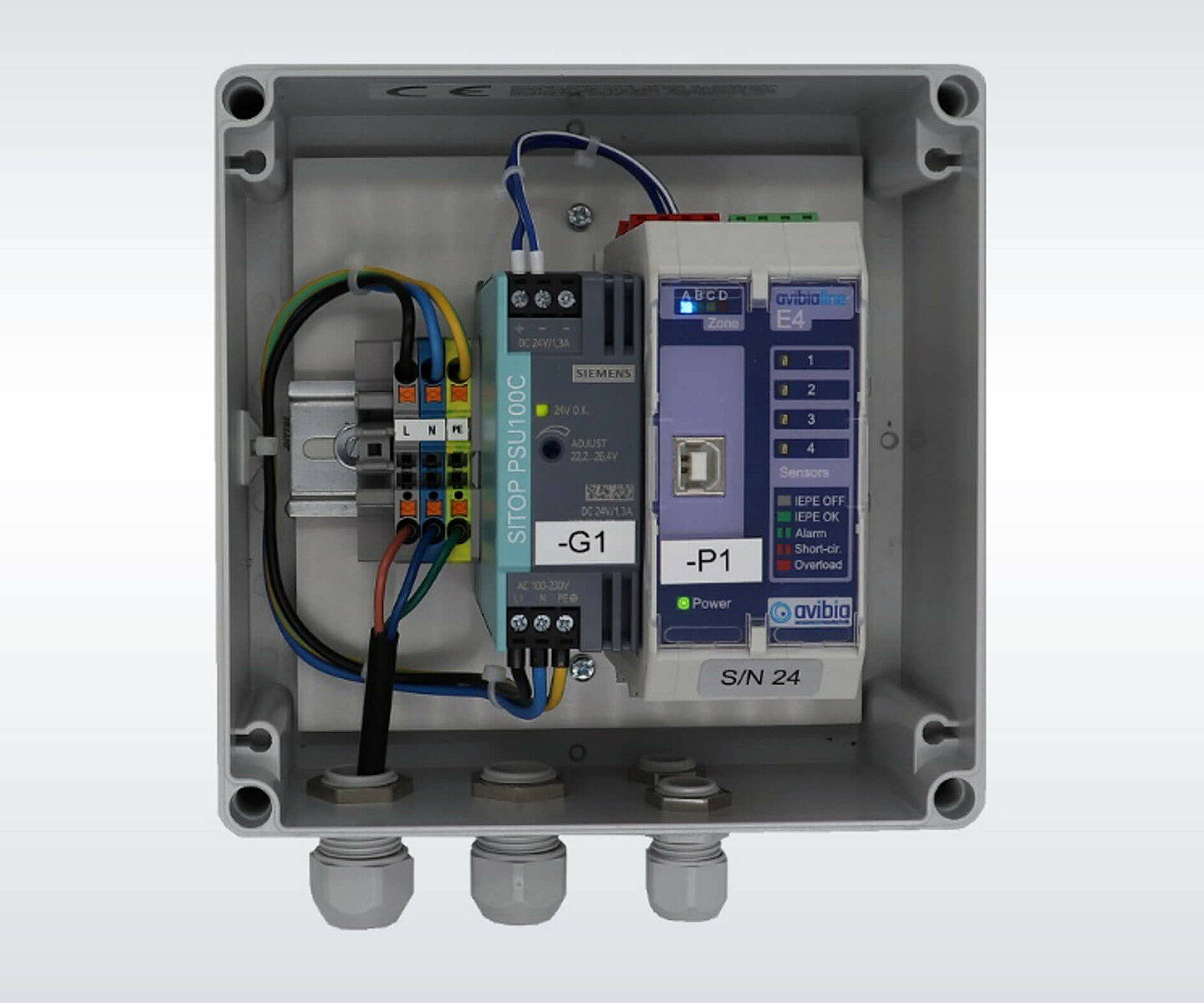
Komplettlösungen
Avibia fertigt kundenspezifische Schaltschranklösungen je nach Anforderung und Kundenwunsch, einschließlich Planung, Dokumentation, CE Prüfung und Inbetriebnahme. Die Lieferung erfolgt mit Beschleunigungssensoren.

Schwingungsüberwachung an rotierenden Maschinen nach DIN ISO 20816
Die Normenreihe DIN ISO 20816 definiert für verschiedene Gruppen von rotierenden Maschinen, wie z.B. Elektromotoren, Pumpen oder Lüftern die Messmethoden und Schwingungskennwerte.
Charakteristisch für alle Normenteile ist das Ausweisen des Schwingungszustandes durch vier Bewertungszonen A, B, C und D. Anwender können den Zustand Ihrer Maschinen sofort an der Gerätefront ablesen.
Zonen-LEDS in AVIBIAline (Verkürzt bedeuten die Zonen für Ihre Maschinen folgendes)
- A - Neue Maschinen
- B - Geeignet für Dauerbetrieb
- C - Nur noch begrenzte Zeit lauffähig. Bei nächster Gelegenheit Abhilfe schaffen.
- D - Schäden können an den Maschinen entstehen
Für diese Art der zustandsorientierten Überwachung ist es essentiell, dass das Überwachungsgerät auch tatsächlich den Vorgaben der Norm bezüglich der Signalaufbereitung folgt. Für das Condition Monitoring System AVIBIAline wurde dies in einem unabhängigen Kalibrierlabor nachgewiesen. Passende Vorlagen für die normgerechte Überwachung finden sich bereits in der kostenfrei mitgelieferten Software von AVIBIAline.
Unwuchtüberwachung
Unwucht ist eine häufige Ursache für Maschinenschwingungen. In breitbandigen Kennwerten wie denen nach DIN ISO 20816 werden die unwuchtbedingten Schwingungen auch sichtbar. Aber welcher Anteil stammt wirklich aus Unwucht und welcher aus anderen Quellen?
Mit AVIBIAline können unwuchtbedingte Schwingungen zuverlässig herausgefiltert werden und das bei variablen Drehzahlen! Der Schlüssel liegt in der integrierten Überwachung auf Ordnungskennwerte. Ordnungskennwerte zeigen die Schwingungen bei Drehzahl-Vielfachen an. Verschiedene Schwingungsursachen können bestimmten Drehzahl-Vielfachen zugeordnet werden und Unwucht, Ausrichtprobleme und weitere Schwingungsursachen zielgerichtet erkannt und überwacht werden.
Stoß- und Kratzdetektion
In manchen Prozessen muss bei ungewollten Betriebszuständen, beispielsweise bei Kollisionen in Bearbeitungszentren oder dem direkten Reiben/ Kratzen von Metallteilen aufeinander, schnell reagiert werden. Nur eine Schnellabschaltung kann hier schlimmere Folgeschäden verhindern.
Für diese Fälle bietet AVIBIAline einen besonderen Überwachungsmodus an. Hier wird auf Schnelligkeit in der Signalkette Wert gelegt. Vom Auftreten des problematischen Betriebszustands bis zur Meldung am Digitalausgang vergehen daher nur max. 700µs.
Wälzlageranalyse
Die AVIBIAline Geräte ermöglichen die Analyse von Lagerschäden und berechnen aus den Beschleunigungssignalen Wälzlagerkennwerte wie den k(t) und BCC Wert. Diese einheitenlosen Kennwerte bewerten den Lagerzustand von Wälzlagern und ermöglichen in Verbindung mit einer Langzeit Trendanalyse die Wälzlagerzustandsüberwachung.



IEPE und +/- 10V AC Schwingungseingänge
Zum Anschluss von piezoelektrischen Schwingungssensoren unterstützen die AVIBIAline-Geräte den IEPE-Standard. Wahlweise kann die IEPE-Unterstützung abgeschaltet werden, z.B. für elektrodynamische Schwinggeschwindigkeitssensoren. Anhaltend schwache Sensors Signale können durch 25fache Verstärkung im Gerät angehoben werden. Passende Sensoren werden von AVIBIA optional mitgeliefert.
Digitalausgänge für die Maschinenüberwachung, Analogausgänge für Kopplung an eine SPS
Alle AVIBIAline Gerät verfügen über Digitalausgänge, sowie einen Wechselrelaisausgang. Für jeden Messkanal steht zudem ein eigenes 4-20 mA Stromschleifensignal als Analogausgang zur Verfügung.
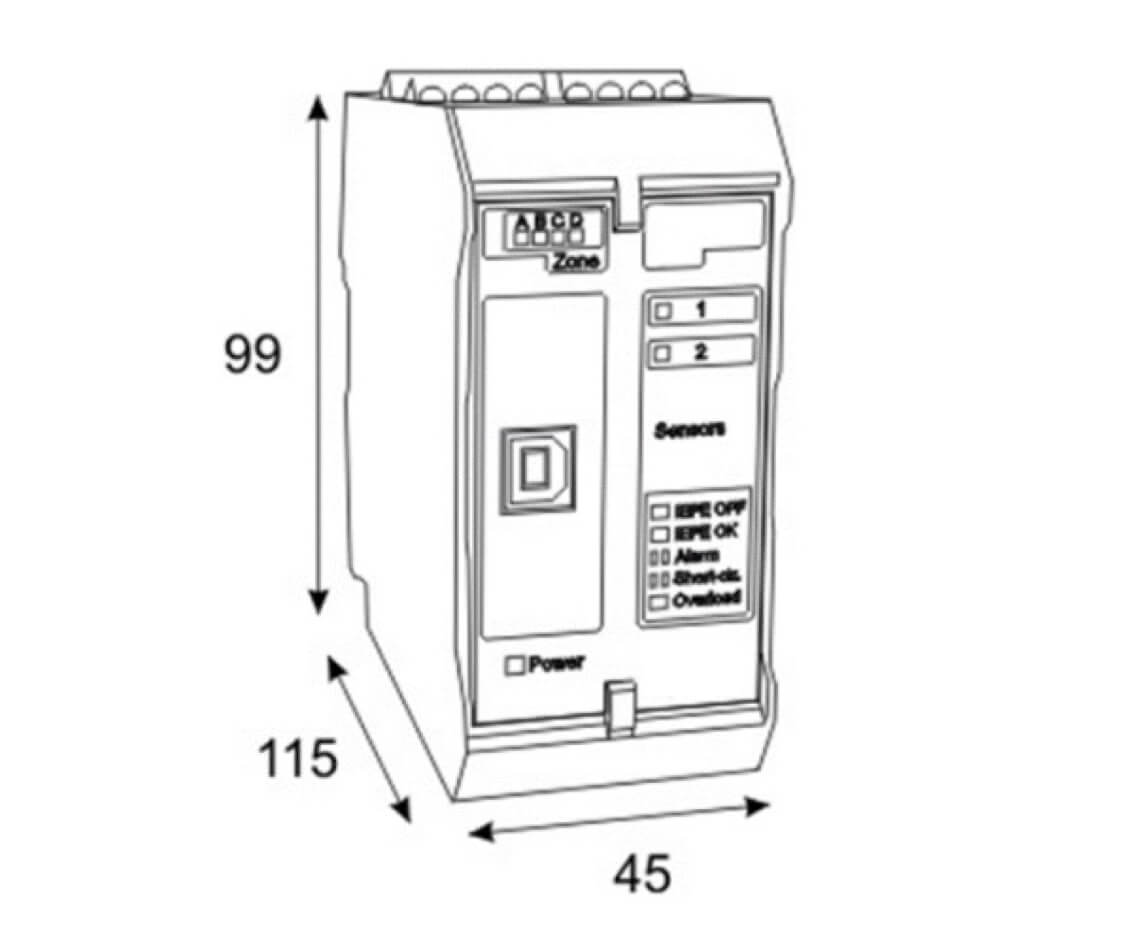
Die Geräte sind zu Montage auf Tragschienen vorgesehen (DIN-Schiene TS35). Die elektrische Kontaktierung erfolgt bequem über Steckklemmen. Durch farbliche Abstufung und mechanische Codierung wird vor Verwechslungen geschützt. Versorgt werden die AVIBIAline-Geräte mit schaltschranküblichen 24V DC.
Feldbusschnittstelle und Rohsignalausgabe
Die AVIBIAline X- Gerät verfügen neben der USB Schnittstelle über eine LAN Schnittstelle. Über diese können die Kennwerte mittels Modbus TCP übertragen werden. Eine API (je nach Funktionsumfang kostenlos) können Rohsignale höchster Auflösung an eigene Anwendungen übergeben werden.
Software
Mit vordefinierten Parametersätzen oder eigenen Vorgaben lassen sich die Geräte schnell und einfach für die betreffenden Messaufgaben einstellen. Hierbei werden die Geräte von einer Konfigurationssoftware über die USB-Schnittstelle angesprochen. Nach dem Programmstart öffnet sich der AVIBIAline Konfigurator wie unten dargestellt.
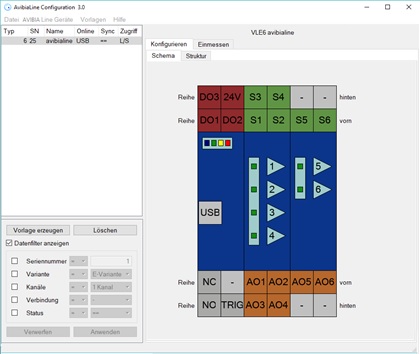
Parametrierung
Das Condition Monitoring System AVIBIAline ist vielseitig einsetzbar. Neben Messungen nach festgelegten Standards lassen sich die benötigten Geräte auch frei parametrieren. So kann AVIBIAline den unterschiedlichen Anforderungen der Maschinenüberwachung gerecht werden. Je nachdem welchen Maschinenfehler oder -zustände überwacht werden.
Software - Optionen von AVIBIAline
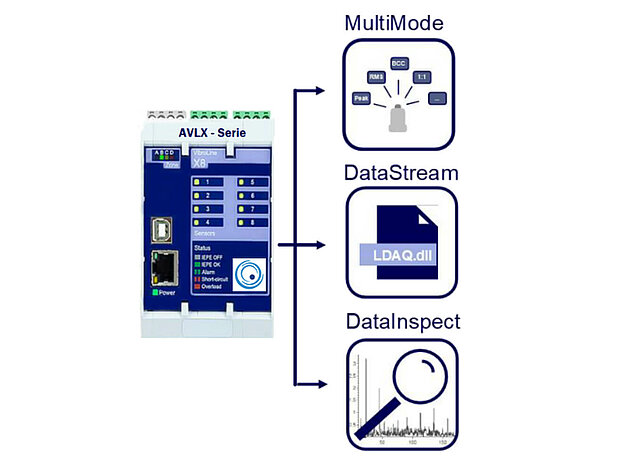
AVIBIAline kann über verschieden optionale Erweiterungen ergänzt werden:
Option Multimode
Parallele Messung von Kennwerten (drei pro Kanal) und umschaltbare Gerätekonfigurationen (8-fach)
Option DataStream
Rohsignale für eigene Anwendungen und Ankopplungen in höchster Qualität streamen
Option DataInsprect
Aufzeichnung von Rohsignalen und anschließender Auswertung
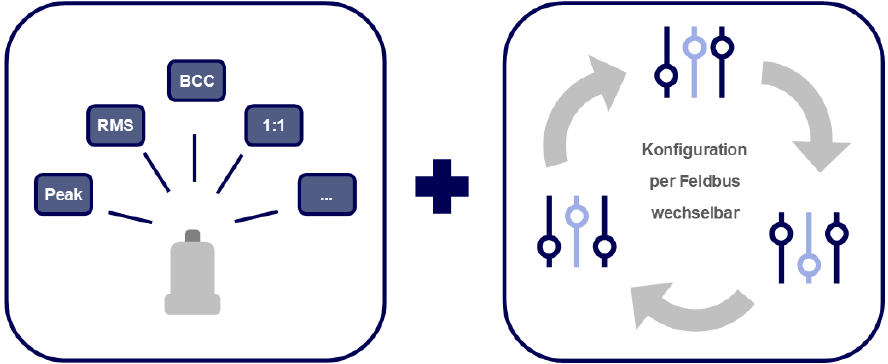
Option Multimode
Diese Option ermöglicht es anstelle von einem Kennwert pro Schwingungskanal bis zu drei unterschiedliche Kennwerte pro Kanal parallel zu berechnen. Weiterhin können bis zu acht verschiedene Gerätekonfigurationen erstellt und in dem AVIBIAline gespeichert werden. Diese lassen sich per Software über über die Feldbusschnittstellen - je nach gewünschter Betriebsart – umschalten.
Parallel Kennwertbildung | |
Anzahl der Kennwerte | 1–3 |
Kennwerte individuell einstellbar | Ja, (abhängig von der Gerätelast) |
Konfigurationswechsel | |
Anzahl unterschiedlicher Konfigurationen | 8 |
Wechsel der Konfiguration über | Modbus RTU, TCP, CanOpen, http-api |
Konfiguration umfasst | Komplettes Geräteabbild (ohne COM-Schnittstellen) |
Option DataStream
Diese Option ermöglicht es Rohsignale mit hoher Datenrate von zu 96k Samples/s über die LAN Schnittstelle zu übertragen – und das parallel zur Schwingungsüberwachung (AVIBIAline V4.0 = 96 kHz, V 5.0: optional umschaltbar)
Rohdatenübertragung | |
Parallel zur Schwingungsüberwachung | Ja, Schwingungsüberwachung abschaltbar |
Abtastrate | 32, 48, 96 kHz |
Drehzahlübertragung | |
Anzahl Drehzahlsignale | 3 |
Drehzahl individuell konfigurierbar | Ja |
Max. Drehzahl (einstellbar) | 6–180.000 rpm |
Schnittstelle | |
Kommunikationsschnittstelle | Ethernet |
Protokoll | Proprietär, DLL Programmbibliothek |
Unterstützte Betriebssystem | Windows, Linux (32/64 bit) |
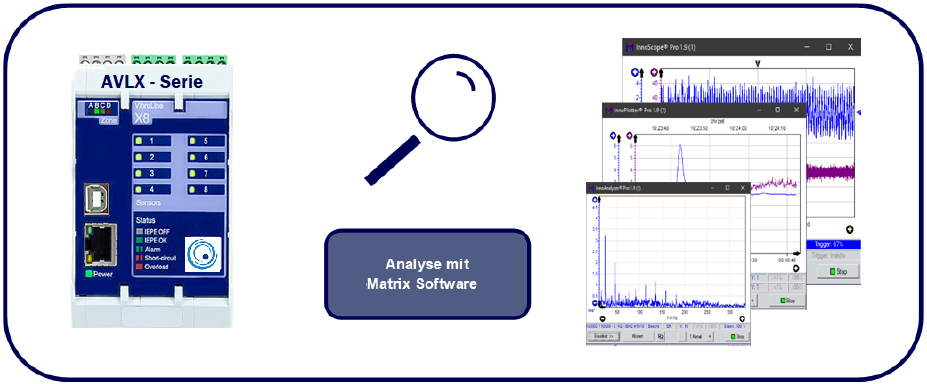
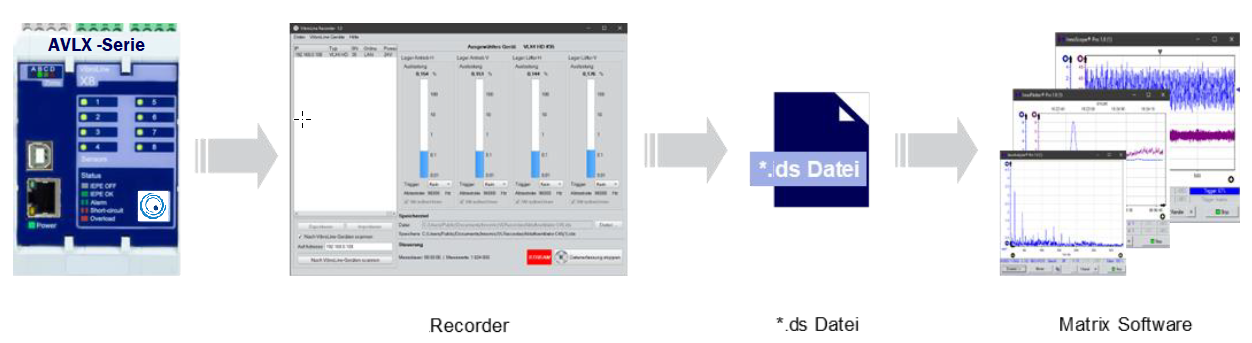
Option DataInspect
Diese Option ermöglicht es Rohsignale mit hoher Datenrate von zu 96k Samples/s mittels Recorderfunktion aufzuzeichnen und später Offline mit der Matrix-Software auszuwerten.
Schnittstelle | |
Datenübertragung | Software RECORDER (im Lieferumfang enthalten) |
Übertragungsmodus | Datenmitschnitt in Rohdatendatei |
Datentyp | Rohdaten |
Konfiguration der Datenübertragung | |
Kanalweise Übertragung, Drehzahlübertragung | ja, individuell einstellbar |
Datenauswertung | |
Enthaltene Auswertungen | Rohsignal, Trend, FFT, Hüllkurve, Export |
Dateiaustausch | Dateien können auch von extern untersucht werden |
Technische Daten AVIBIAline
Eingänge Schwingungssensoren | |
Messbereich | ± 10 V, IEPE Versorgung zuschaltbar (6mA) |
Abtastung / Zykluszeit / Eingangswiderstand | 24 Bit, 96.000 Hz / 8 ms / >1MOhm |
Anzahl Messkanäle | 2, 4 |
Verstärkungen (umschaltbar) | 1 und 25 |
Rauschen (0,1–40.000 Hz), effektiv | < 250 μV (Verstärkung 1), < 15 μV (Verstärkung 25) |
Rauschen (10–1.000 Hz), effektiv | < 60 μV (Verstärkung 1), < 5 μV (Verstärkung 25) |
Messfehler | < 4 % |
Triggereingänge | |
Kanalzahl | AVL: 2 (Eingang für Drehzahl (1x), Prozesstrigger (1x)) AVLX: 4 (Eingang für Drehzahl (3x), Prozesstrigger (1x)) |
Eingangsbereich | 0,5–2 5V |
Schaltschwelle und Hysterese | Einstellbar |
Signalverarbeitung | |
Messgrößen | Schwingbeschleunigung, Schwinggeschwindigkeit / Schwingstärke, Schwingweg |
Kennwerte | Effektiv-, Spitzen-, Spitze-Spitze-Wert mit Bandpass-filterung (Frequenzen von 0,1 bis 40 kHz frei einstellbar |
| Ordnungsfilterung (Ordnung frei einstellbar, auch gebrochene Werte, wie z.B. 7:173) |
| Modus für Stoß- und Kratzererkennung: Extrem kurze Ansprechzeiten von < 700 µs |
Lagerschadenskennwerte (nach DIN 3832) | Bezogener Effektiv-/Spitzenwert, 1/k(t), BCC-Wert |
Digitalausgang konfigurierbar | |
Ausgang High /low | 24 V, 100 mA / Hochohmig |
Anzahl | AVL: 3: / AVLX: 1 |
Reaktionszeit für Summen und Ordnungskennwerte / Stoßkennwerte | 12–20 ms / 0,7 ms |
Stromschleifenausgang (isoliert) | 4–20 mA |
Anzahl | 2, 4 (Jeder Überwachungskanal hat seinen Ausgang) |
Relaisausgang | nur AVL Geräte |
Typ | Wechselkontakt |
Schaltspannung/-strom | 60 V / 2 A |
Anzahl /Reaktionszeit | 1 / 12–20 ms |
Schnittstellen | |
USB 2.0 | AVL/AVLX |
CANOpen | AVLX |
ModBus RTU / TCP /Rawdata | AVLX |
Betriebsspannungsversorgung | |
Spannung / Stromaufnahme | 24VDC ±20% / AVL(X)2: 200mA, AVL(X)4: 250mA AVL(X)8: 500mA |
Umweltbedingungen | |
Schutzgrad | IP20 |
Umgebungstemperatur im Betrieb | -20–60 ºC |
Relative Luftfeuchte, keine Betauung | 5–95 % |
Mechanische Daten | |
Gehäusematerial | Polyamid |
Masse | 250 g (bis VLE4) / 380 g (ab VLE6) |
Abmessungen B x H x T | 45 x 99 x 114,5 mm (bis AV4) / 67,5 x 99 x 114,5 mm (ab AV6) |
Befestigung | Tragschiene TS3 |

Sie möchten mehr erfahren?
Gerne. Vereinbaren Sie Ihren persönlichen Beratungstermin mit Frank Ringsdorf.